Most spec sheets list "4 ply" as a feature. Few explain what those four layers actually do, where the filtration work happens, or why two meltblown layers produce a meaningfully different BFE outcome than one. That gap matters when you're evaluating supplier claims, writing procurement specs, or trying to understand why two masks with identical layer counts can test at ≥95% and ≥98% BFE respectively.
This article walks through the physical layer stack of a 4 ply disposable medical mask, explains the role each layer plays, and connects meltblown placement logic to the BFE numbers you'll see on test reports. We also cover what in-house versus outsourced meltblown production means for batch consistency — a sourcing variable that rarely appears on spec sheets but shows up clearly in QC data over time.

The four-layer stack: what each layer actually does
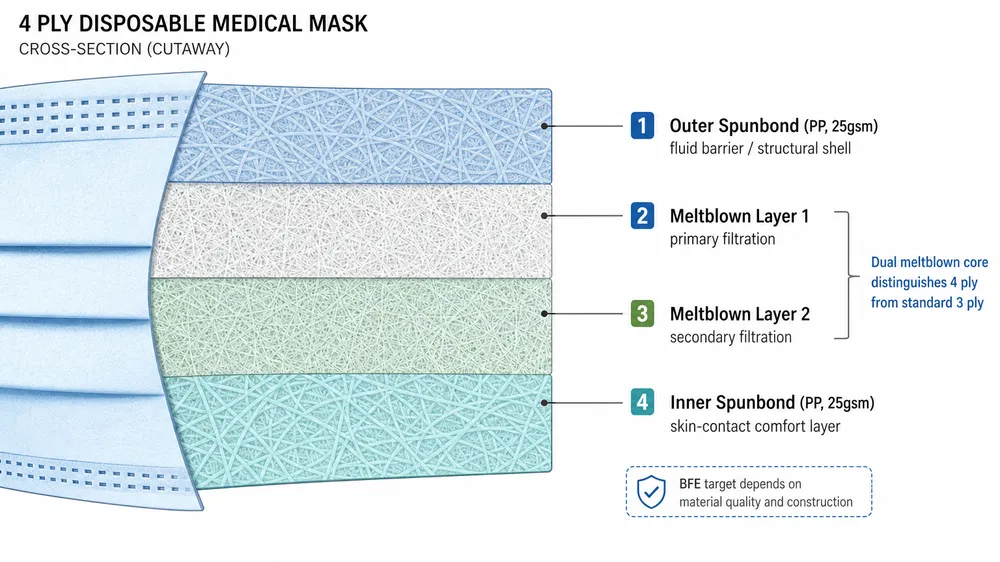
A 4 ply disposable medical mask runs outer spunbond → meltblown → meltblown → inner spunbond. That sequence is not arbitrary. Each layer has a specific job, and the order determines how well the mask performs under the fluid and particulate challenges defined by EN 14683 and ASTM F2100.
Outer spunbond (Layer 1)
The outer layer is polypropylene spunbond nonwoven, typically 25–30 gsm. Its job is structural and protective: it holds the mask's shape, provides the first line of resistance against fluid splash, and protects the filtration layers underneath from direct contamination. In masks tested to EN 14683 Type IIR or ASTM F2100 Level 2/3, the outer spunbond contributes to the splash resistance (SRS) result — the 120 mmHg synthetic blood penetration test. It does not filter particles. That work belongs entirely to the meltblown layers.
First meltblown layer (Layer 2) — primary filtration
This is where most of the filtration work happens. Meltblown polypropylene is produced by extruding molten PP through fine nozzles under high-velocity hot air, creating a web of fibers typically 1–5 microns in diameter. The resulting fabric has a high surface area and, critically, carries an electrostatic charge applied during production. That charge is what captures sub-micron particles — bacteria, aerosols, and fine particulates — through electrostatic attraction rather than purely mechanical interception.
Basis weight for the first meltblown layer in a 4 ply mask typically runs 20–30 gsm. Fiber diameter and charge density are the two variables that most directly determine filtration efficiency. A meltblown layer with consistent 2-micron fiber diameter and stable charge will test reliably at ≥95% BFE. One with variable fiber diameter or degraded charge — common in lower-grade or improperly stored meltblown fabric — will not.
(We run our meltblown line at a controlled fiber diameter target of 2–3 microns. When we receive meltblown from outside suppliers during peak demand periods, the first thing we check is charge retention — it degrades faster than most buyers realize, especially in humid storage conditions.)
Second meltblown layer (Layer 3) — filtration redundancy and BFE ceiling
The second meltblown layer is what separates a 4 ply construction from a 3 ply mask in filtration terms. It adds a second electrostatic filtration barrier, catching particles that passed through or around the first layer. The combined effect of two meltblown layers — each independently charged and each contributing its own fiber matrix — is what allows a well-constructed 4 ply mask to reach ≥98% BFE, compared to the ≥95% ceiling typical of a single-meltblown 3 ply mask.
The second layer also provides redundancy. If the first meltblown layer has a localized basis weight variation or a charge inconsistency in a specific zone, the second layer compensates. This is why dual-meltblown construction is specified for higher-risk clinical environments and why EN 14683 Type IIR and ASTM F2100 Level 3 both require higher BFE thresholds that a single meltblown layer struggles to meet consistently across a full production batch.
Inner spunbond (Layer 4)
The inner layer is also polypropylene spunbond, typically 20–25 gsm, but softer in texture than the outer layer. Its function is comfort and moisture management at the skin-contact surface. It does not contribute to filtration. What it does affect is wearability over extended shifts — a factor that matters to hospital procurement teams specifying masks for clinical staff who wear them for hours at a time.
Why meltblown placement determines your BFE ceiling
BFE (Bacterial Filtration Efficiency) is measured by passing a standardized aerosol of Staphylococcus aureus through the mask at a controlled flow rate and counting what gets through. The result is a percentage of particles captured. The meltblown layer is the only layer in the stack that meaningfully contributes to this number.
Three variables in the meltblown layer control BFE outcome:
| Variable | Effect on BFE | What goes wrong when it's off |
|---|---|---|
| Fiber diameter | Smaller fibers = higher surface area = better capture | Coarser fibers reduce filtration efficiency, especially for sub-micron particles |
| Basis weight (gsm) | Higher gsm = denser fiber matrix = more capture opportunities | Too low gsm creates gaps; too high increases breathing resistance (Delta-P) |
| Electrostatic charge | Charge captures particles that mechanical interception misses | Charge degrades with humidity, age, or improper storage — BFE drops without visible change to the fabric |
A single meltblown layer optimized for all three variables can reach ≥95% BFE. Reaching ≥98% consistently across a full production batch requires either a very high-spec single layer (which increases Delta-P and makes the mask harder to breathe through) or a dual-layer configuration that distributes the filtration load across two layers while keeping each layer's basis weight — and therefore breathing resistance — at a manageable level.
This is the engineering reason dual meltblown exists. It's not a marketing layer count. It's a way to hit a higher BFE ceiling without pushing Delta-P above the limits set by EN 14683 (≤40 Pa/cm²) and ASTM F2100 (≤5.0 mmH₂O/cm² for Level 2, ≤5.0 mmH₂O/cm² for Level 3).

BFE target ranges and the standards that govern them
When a supplier quotes a BFE number, it should always be tied to a specific test standard and a specific test method. The two standards most relevant to Disposable Medical Masks in international trade are EN 14683 (EU) and ASTM F2100 (US).
EN 14683 grade mapping:
| Grade | BFE Requirement | Splash Resistance | Typical Construction |
|---|---|---|---|
| Type I | ≥95% | Not required | 3 ply single meltblown |
| Type II | ≥98% | Not required | 4 ply dual meltblown |
| Type IIR | ≥98% | ≥120 mmHg | 4 ply dual meltblown + treated outer layer |
ASTM F2100 grade mapping:
| Level | BFE Requirement | PFE Requirement | Delta-P Limit | Typical Construction |
|---|---|---|---|---|
| Level 1 | ≥95% | ≥95% | ≤4.0 mmH₂O/cm² | 3 ply single meltblown |
| Level 2 | ≥98% | ≥98% | ≤5.0 mmH₂O/cm² | 4 ply dual meltblown |
| Level 3 | ≥98% | ≥98% | ≤5.0 mmH₂O/cm² | 4 ply dual meltblown (high-fluid-resistance outer) |
A few things worth noting in these tables. First, PFE (Particulate Filtration Efficiency) is a separate test from BFE — it uses latex microspheres at 0.1 micron rather than bacteria, and it's a harder test to pass. A mask can hit ≥98% BFE and still fall short on PFE if the meltblown charge is inconsistent. Second, Delta-P (differential pressure, or breathing resistance) is the constraint that limits how much meltblown you can stack. You cannot simply add more meltblown layers to chase a higher BFE number without eventually pushing Delta-P above the standard limit.
For buyers sourcing into US hospital or institutional channels, ASTM F2100 Level 2 is the most common specification. For EU hospital tenders, EN 14683 Type IIR is the standard entry requirement. Both require the dual meltblown construction described above.
In-house vs outsourced meltblown: the sourcing variable that doesn't appear on spec sheets
Here is the question most buyers don't ask: where does the meltblown fabric come from?
A factory that buys meltblown from a third-party supplier has no direct control over fiber diameter, basis weight consistency, or electrostatic charge at the time of production. They receive rolls of fabric, run incoming inspection (if they have the equipment), and proceed to production. If the meltblown batch has degraded charge or inconsistent basis weight, the BFE result on that production run will be lower than the certification sample — and the buyer may not find out until their own QC or, worse, until a downstream audit.
We produce meltblown in-house. That means we control fiber diameter at the extrusion stage, set basis weight to our own spec, and apply electrostatic charge under controlled conditions. When we run a production batch of 4 Ply Disposable Medical Masks, the meltblown going into that batch was produced in the same facility, under the same QC system, within a defined time window before use. Charge retention is not a variable we manage by hoping the supplier stored the rolls correctly.
This matters for batch-to-batch consistency. A factory sourcing meltblown externally might produce a certification sample that tests at ≥98% BFE, then ship production batches where the meltblown came from a different supplier lot with different charge characteristics. The mask looks identical. The test report from the certification sample still says ≥98%. But the actual production batch may test lower.
The way to verify this is to ask for batch-specific test reports, not just certification documents. A supplier with in-house testing capability should be able to provide BFE, PFE, and Delta-P results tied to specific production lot numbers — not just a single certificate issued against a sample submitted months earlier.
How to read a 4 ply mask test report
When you receive a test report for a 4 ply disposable medical mask, these are the values that matter and what acceptable ranges look like:
| Parameter | Test Method | Acceptable Range (4 ply, dual meltblown) | What a low result indicates |
|---|---|---|---|
| BFE | EN 14683 Annex B / ASTM F2101 | ≥98% | Meltblown charge degradation, low basis weight, or fiber diameter inconsistency |
| PFE | ASTM F2299 | ≥98% (for Level 2/3) | Sub-micron particle capture failure — often charge-related |
| Delta-P | EN 14683 Annex C / ASTM F2100 | ≤40 Pa/cm² (EN) / ≤5.0 mmH₂O/cm² (ASTM) | High result means breathing resistance is too high; low result may indicate insufficient meltblown density |
| Splash resistance (SRS) | EN 14683 Annex D | ≥120 mmHg (Type IIR only) | Outer layer treatment failure or insufficient fabric weight |
| Flammability | 16 CFR Part 1610 / EN 14683 | Class 1 (ASTM) / Pass (EN) | Fabric treatment or material substitution issue |
A few things to check beyond the numbers themselves. Look at the test date relative to the production date — a test report issued 18 months before your order was placed is not evidence of current production quality. Look at whether the report was issued by an accredited third-party lab (SGS, Intertek, Bureau Veritas, Nelson Labs) or by the factory's own internal lab. Both have value, but they serve different purposes: third-party reports are what survive procurement audits; internal batch reports are what tell you whether the production run you're actually buying matches the certification sample.
(We run BFE, PFE, and Delta-P on every production batch in our in-house QC lab, and we can provide third-party SGS reports for certification purposes. The two documents together give you a complete picture — the certification establishes the baseline, the batch reports confirm the production run matched it.)

The sourcing trap: what "4 ply" on a spec sheet doesn't tell you
"4 ply" describes layer count. It does not describe layer quality, meltblown grade, basis weight, or electrostatic charge. Two masks can both be labeled 4 ply and test at 95% and 98% BFE respectively — the difference is entirely in the meltblown specification.
The most common sourcing mistake we see is buyers treating layer count as a proxy for filtration performance. A 4 ply mask with a single meltblown layer and a non-woven comfort layer added to reach the count is not the same as a 4 ply mask with dual meltblown. Both are technically "4 ply." Only one has the filtration architecture to reach ≥98% BFE.
When evaluating a 4 ply mask supplier, ask these questions before committing to a volume order:
- What is the layer composition? Specifically: how many of the four layers are meltblown, and what is the basis weight of each meltblown layer?
- Is the meltblown produced in-house or sourced externally? If external, who is the supplier and what is the incoming inspection protocol?
- Can you provide batch-specific BFE and PFE test results? Not just the certification document — actual production batch reports with lot numbers.
- What standard and grade does the mask meet? EN 14683 Type II vs Type IIR, or ASTM F2100 Level 1 vs Level 2/3 — these are not interchangeable.
- What is the Delta-P value on the test report? A mask with very high BFE but also very high Delta-P may have been over-specified on meltblown weight in a way that makes it uncomfortable to wear for extended periods.
These questions are not difficult for a legitimate manufacturer to answer. A supplier who deflects or provides only generic certification documents without batch-level data is telling you something about their QC infrastructure.
4 ply vs 3 ply: when the upgrade is worth specifying
Not every application requires a 4 ply dual meltblown mask. The upgrade is worth specifying when:
- Your buyer or end-user requires EN 14683 Type IIR or ASTM F2100 Level 2/3 compliance — both require ≥98% BFE, which a standard 3 ply single meltblown mask cannot reliably deliver
- The masks are destined for hospital, surgical, or high-fluid-exposure environments where splash resistance and higher filtration are both required
- Your downstream customer is a healthcare institution or government tender that will conduct its own incoming QC — in which case the batch-level test documentation matters as much as the spec itself
- You are building a private-label healthcare brand where the product needs to hold up under distributor or retailer compliance review
For general-purpose medical mask distribution into markets where EN 14683 Type I or ASTM F2100 Level 1 is the standard requirement, a well-made 3 ply single meltblown mask is sufficient and will cost less. The 4 ply construction adds material cost — primarily the second meltblown layer — and that cost should be justified by the specification requirement, not added as a marketing claim.
(We produce both configurations. The honest answer is that most of our North American hospital buyers specify Level 2, and most of our general distribution buyers in Southeast Asia and Africa specify Type I or Type II. The right spec depends on your market, not on which number sounds better.)
Sourcing checklist before placing a volume order
Before committing to a 4 ply disposable medical mask supplier, verify the following:
Documentation
- [ ] Third-party BFE test report from an accredited lab (SGS, Intertek, Nelson Labs, Bureau Veritas)
- [ ] Batch-specific test reports with production lot numbers, not just certification samples
- [ ] EN 14683 or ASTM F2100 certificate specifying the exact grade (Type IIR, Level 2, etc.)
- [ ] ISO 13485:2016 certificate (quality management system for medical devices)
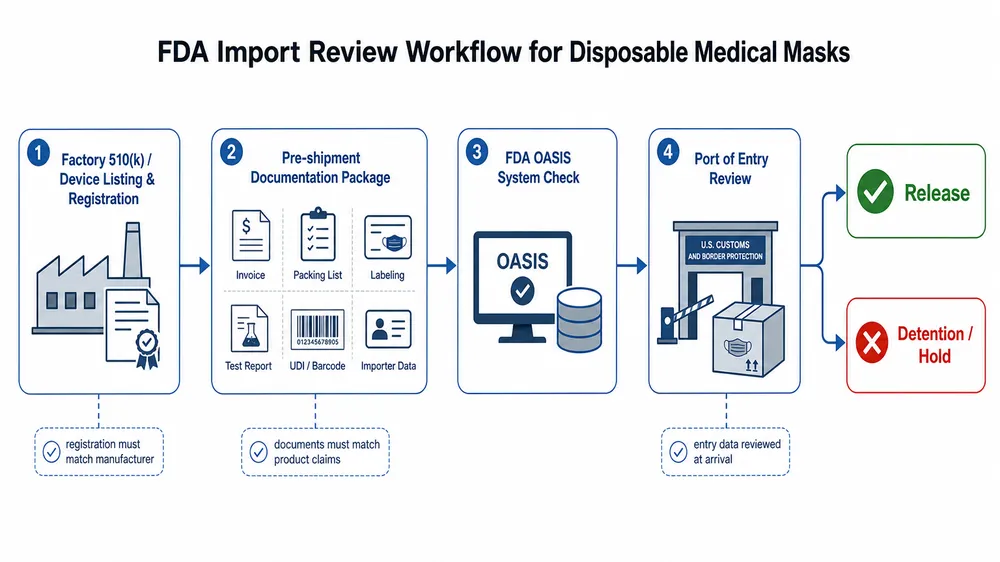
- [ ] FDA 510(k) registration number (required for US market entry)
- [ ] CE certificate under EU MDR (required for EU market entry)
Technical verification
- [ ] Confirmed layer composition: outer spunbond / meltblown / meltblown / inner spunbond
- [ ] Meltblown basis weight per layer (ask for the spec sheet, not just the marketing sheet)
- [ ] Meltblown source: in-house production or third-party supplier
- [ ] Delta-P value on the test report (confirm it's within standard limits)
- [ ] PFE result alongside BFE (both should be ≥98% for Level 2/3 or Type IIR)
Production and supply chain
- [ ] Cleanroom manufacturing environment (ISO 8 / Class 100,000 minimum for medical masks)
- [ ] MOQ and lead time for your target volume
- [ ] Sample availability before volume commitment
- [ ] Packaging and labeling compliance for your destination market
Our 4 Ply Disposable Medical Mask is produced in a Class 100,000 (ISO 8) cleanroom, with in-house meltblown production and batch-level BFE/PFE/Delta-P testing. ISO 13485:2016, CE under EU MDR, and FDA 510(k) registration are current and available for review.
Frequently asked questions
What are the four layers in a 4 ply disposable medical mask?
The standard construction is: outer spunbond (fluid resistance and structural shell), first meltblown (primary filtration), second meltblown (secondary filtration), inner spunbond (skin-contact comfort layer). The two meltblown layers form the filtration core. The spunbond layers provide structural integrity, fluid resistance, and wearability. Some manufacturers substitute a non-woven comfort layer for the second meltblown to reach a four-layer count without the dual filtration architecture — always confirm the layer composition before specifying.
Why does a 4 ply mask achieve higher BFE than a 3 ply mask?
The difference is the second meltblown layer. A single meltblown layer, well-made, can reach ≥95% BFE. Adding a second meltblown layer creates a second independent electrostatic filtration barrier, which captures particles that passed through or around the first layer. The combined effect allows the mask to reach ≥98% BFE while keeping Delta-P within standard limits — something a single very-dense meltblown layer would struggle to do without exceeding breathing resistance thresholds.
What BFE standard applies to a 4 ply medical mask for US hospital procurement?
ASTM F2100 Level 2 is the most common specification for US hospital and institutional procurement. It requires ≥98% BFE, ≥98% PFE, and Delta-P ≤5.0 mmH₂O/cm². A 4 ply dual meltblown mask from a compliant manufacturer should meet all three. For EU hospital tenders, EN 14683 Type IIR is the equivalent requirement, adding a splash resistance test at ≥120 mmHg.
How do I know if a supplier's meltblown is in-house or outsourced?
Ask directly, and ask for documentation. A factory with in-house meltblown production can show you the production equipment, provide meltblown spec sheets with their own lot numbers, and explain their charge application process. A factory sourcing externally will reference a third-party supplier. Neither is automatically disqualifying, but in-house production gives you a shorter, more verifiable supply chain for the most critical component in the mask. Ask for batch-specific BFE reports tied to production lot numbers — this is the practical test of whether the meltblown going into your order matches the certification sample.
What is an acceptable Delta-P value for a 4 ply medical mask?
Under EN 14683, the limit is ≤40 Pa/cm². Under ASTM F2100, the limit is ≤5.0 mmH₂O/cm² for Level 2 and Level 3. A mask testing at the very low end of Delta-P (well below the limit) may have insufficient meltblown density for reliable high-BFE performance. A mask testing near the upper limit may be uncomfortable for extended wear. For a well-balanced 4 ply dual meltblown mask, you'd typically expect Delta-P in the range of 25–35 Pa/cm² (EN) or 3.0–4.5 mmH₂O/cm² (ASTM) — high enough to indicate adequate meltblown density, low enough to remain comfortable.
Can I request batch-specific test reports rather than just the product certification?
Yes, and you should. A product certification establishes that a sample submitted to a lab at a specific point in time met the standard. A batch-specific test report confirms that the production run you're actually buying matched that performance. Suppliers with in-house QC labs can provide both. If a supplier can only provide the certification document and not batch-level data, that's a gap worth noting in your supplier evaluation.
If you're specifying a 4 ply dual meltblown mask for a volume order and want to verify the construction against your target standard, send us an RFQ with your BFE grade requirement, destination market, and order volume. We'll respond with a spec sheet, current batch test reports, and sample availability.