A 10,000-unit isolation gown shipment arrives at your dock. The cartons look fine. The packing list matches. You sign the delivery receipt.
Three weeks later, your infection control team flags seam failures on gowns pulled from two different lot numbers. You're now looking at a partial recall, a supplier dispute, and a gap in your PPE inventory during a period when you can't afford one.
This happens more often than it should — not because factories are necessarily shipping bad product, but because receiving inspection for isolation gowns is rarely systematic. Most teams check the count, glance at the label, and move on. The defects that matter — seam integrity, barrier consistency, closure function — don't show up until the gown is in use.
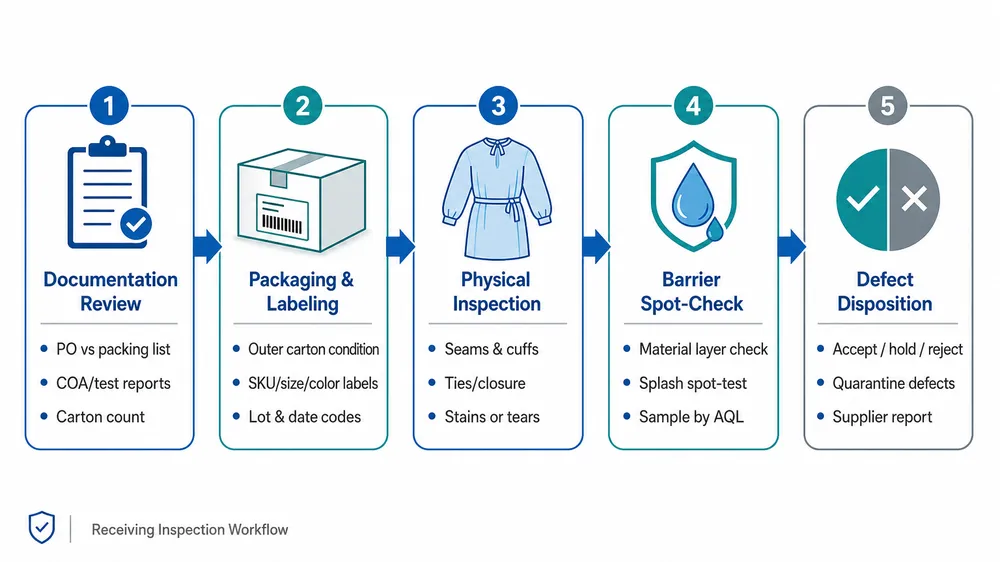
This checklist covers what to verify before you accept a bulk shipment: documentation, packaging, physical inspection, and the disposition logic for when you find non-conformances.

The gap between factory QC and buyer acceptance
Factory outgoing inspection and your receiving inspection are not the same thing. A supplier's QC team inspects against their own internal AQL — which may or may not match your purchase order spec. They test samples from production, not from the specific cartons on your dock. By the time the shipment reaches you, it has been palletized, containerized, loaded, shipped, and unloaded. Seam stress, moisture exposure, and handling damage can all introduce defects that weren't present at the factory gate.
The other gap is documentation. A supplier can pass their own QC and still ship product that doesn't match the AAMI level you ordered, because the test reports on file were run on a different fabric lot. Without lot-level traceability, you have no way to know.
Receiving inspection closes both gaps. It's your last checkpoint before the product enters your supply chain.
Step 1 — Documentation review: verify before you open a carton
Documentation review should happen before physical inspection. If the paperwork doesn't clear, the physical inspection is secondary.
What to request from your supplier before shipment:
- Certificate of Conformance (CoC) — must reference the specific lot number(s) in the shipment, not a generic product CoC
- AAMI PB70 level declaration — Level 1, 2, 3, or 4, with the specific test method cited (AATCC 42, AATCC 127, ASTM F1670, ASTM F1671)
- BFE/PFE test reports — if the gown includes a face mask component or if your spec requires filtration data
- Hydrostatic pressure test report — for Level 2 and above; confirm the test was run on the same fabric lot as the shipment
- Seam strength test report — ISO 13935-2 or equivalent; seam is the most common failure point and the least commonly documented
- Lot number cross-reference — the lot numbers on the test reports must match the lot numbers on the carton labels
Pass/fail at this stage:
| Document | Pass | Fail |
|---|---|---|
| CoC | Lot-specific, signed, dated | Generic, undated, or missing |
| AAMI level declaration | Matches PO spec, test method cited | Level mismatch or no test method |
| Hydrostatic pressure report | Same fabric lot as shipment | Different lot, or missing for Level 2+ |
| Seam strength report | Present, method cited | Missing |
| Lot traceability | Test report lot = carton label lot | Mismatch |
(We ship a full documentation package with every order — CoC, lot-specific test reports, and a lot-to-carton cross-reference. It's not standard practice across the industry, but it's what hospital buyers need to survive a compliance audit.)
If documents are missing or lot numbers don't match, put the shipment on hold and contact your supplier before proceeding. Accepting the shipment without resolving documentation gaps waives your ability to dispute later.
Step 2 — Packaging and labeling inspection
Once documentation clears, inspect the outer packaging before opening cartons.
Carton-level checks:
- Count total cartons against the packing list — any discrepancy needs to be noted on the delivery receipt before the driver leaves
- Check for visible damage: crushed corners, moisture staining, torn seals
- Verify lot numbers on carton labels match the CoC and test reports from Step 1
- Check expiry or shelf-life date — isolation gowns typically carry a 3–5 year shelf life; verify the remaining shelf life meets your inventory cycle
Inner packaging checks (sample 5–10% of cartons):
- Individual gown packaging should be sealed — no open seams on poly bags
- Label on individual packaging must state: product name, AAMI level, lot number, quantity, manufacturer name, and country of origin
- For sterile gowns: check sterile barrier integrity — any puncture or seal failure is an automatic reject for that unit
Red flags at this stage:
- Lot numbers on inner packaging don't match outer carton labels
- AAMI level printed on individual packaging differs from what's on the CoC
- Shelf life is less than 12 months remaining (flag for inventory planning even if technically acceptable)
- Sterile packaging shows any sign of compromise

Step 3 — Physical inspection: what to check and how
Pull a random sample from across the lot — not just from the top cartons. A common supplier tactic (not always intentional) is that the best product ends up on top because it was packed last. Sample from at least 3 different carton positions: top, middle, and bottom of the pallet stack.
Sample size guidance:
For a shipment of 10,000 units, pull 80–125 units for inspection (roughly AQL 2.5 at inspection level II per ANSI/ASQ Z1.4). For smaller shipments under 1,200 units, pull 50–80 units. Adjust upward if you've had previous quality issues with this supplier.
Seam integrity
The seam is where most isolation gowns fail in use — and it's the last thing most buyers check at receiving. Run these checks on every sampled gown:
- Visual inspection: look for skipped stitches, thread breaks, puckering, or uneven seam width. On ultrasonic-welded seams, look for delamination at the weld line.
- Manual stress test: grip the gown on both sides of a seam and apply firm lateral tension. A compliant seam should not separate or show thread pull-through under moderate hand pressure.
- Seam width: for sewn seams, minimum 6mm seam allowance is standard; narrower than 4mm is a reject. For ultrasonic welds, the bond width should be consistent — irregular width indicates process instability.
Pass/fail threshold: more than 2 seam failures in your sample is a lot-level concern, not a unit-level defect. Escalate to supplier.
Closure function: ties, snaps, and velcro
Closures fail in use more often than fabric does. Check every sampled gown:
- Neck ties: both ties present, attached securely, no fraying at attachment point
- Back ties: same checks; verify tie length is sufficient to close the gown on a standard adult torso (minimum 60cm tie length is typical for adult sizing)
- Snaps: engage and disengage cleanly — a snap that requires excessive force or releases too easily is a defect
- Velcro: hook-and-loop should engage fully with no gaps; check that the loop side isn't contaminated with lint or fiber from packaging (this is common and degrades closure performance)
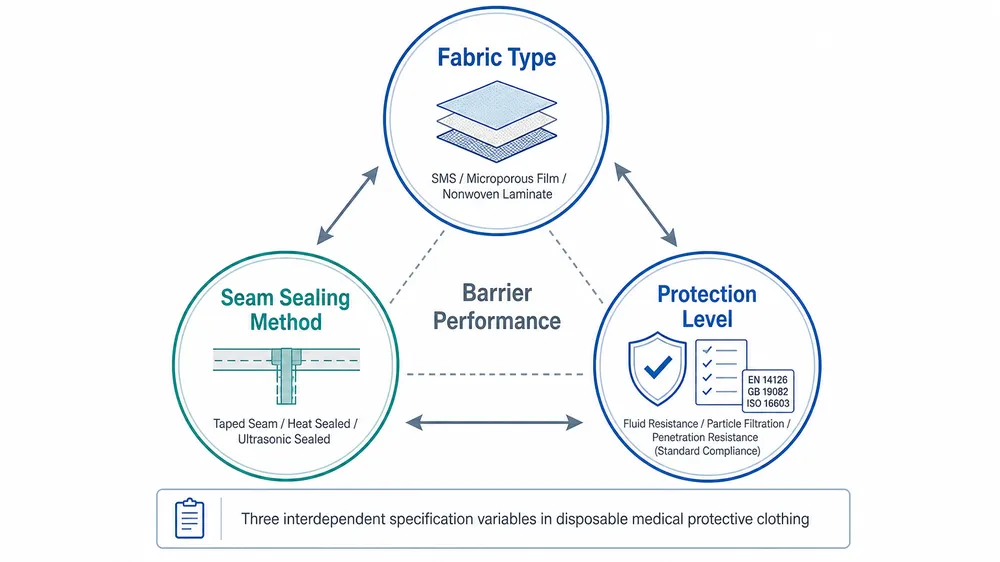
Fabric weight and uniformity
You can't run a full hydrostatic pressure test at receiving without lab equipment, but you can do a quick fabric weight check with a postal scale and a die cutter, or simply by feel across multiple units.
- Weigh 5–10 gowns from different carton positions. Weight variance greater than ±8% from the spec weight is a flag for fabric lot inconsistency.
- Hold the gown up to a light source — uneven light transmission across the fabric panel indicates inconsistent nonwoven density, which correlates with barrier inconsistency.
- For SMS (spunbond-meltblown-spunbond) gowns: the meltblown layer should feel slightly stiffer than the outer spunbond layers. If the gown feels uniformly soft throughout, the meltblown layer may be underweight.
(The reason we produce meltblown in-house is exactly this: fabric weight consistency is controlled at the source, not purchased from a spot market. Buyers can verify this via our lot-level test reports rather than relying on destructive sampling at receiving.)
Gown dimensions vs. spec
Measure 5 gowns per size against your purchase order spec:
- Total length (shoulder to hem): tolerance ±3cm from spec
- Sleeve length: tolerance ±2cm
- Chest width: tolerance ±3cm
- Cuff opening: verify elastic cuff or knit cuff is present per spec; check elastic tension — a cuff that doesn't seal around a glove is a barrier failure point

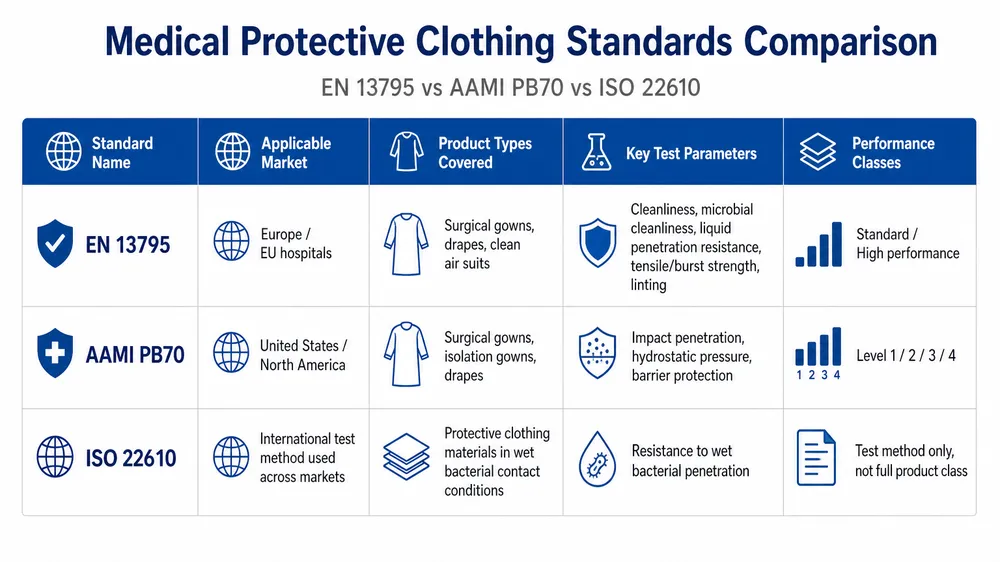
Step 4 — AAMI PB70 level verification by protection class
Not all isolation gowns are the same, and the inspection criteria should match the protection level you ordered. Here's what each AAMI level requires and what you can verify at receiving without a lab.
AAMI Level 1 — minimal barrier
Intended use: basic care, standard isolation, low fluid exposure risk.
Test basis: AATCC 42 (impact penetration) — water resistance under spray impact.
At receiving: Level 1 gowns should resist surface wetting. A simple water drop test on the fabric surface — water should bead and not absorb within 10 seconds — is a reasonable field check. If water absorbs immediately, the fabric may be non-woven without any DWR (durable water repellent) treatment, which is a spec deviation for Level 1.
AAMI Level 2 — low barrier
Intended use: blood draw, suturing, ICU care, pathology lab.
Test basis: AATCC 42 + AATCC 127 (hydrostatic pressure, minimum 20 cm H₂O).
At receiving: verify the hydrostatic pressure test report from Step 1 shows ≥20 cm H₂O on the same fabric lot. You cannot replicate this test at receiving without equipment, but you can confirm the documentation. Also check seam integrity more carefully — Level 2 seams should be sealed or reinforced, not just sewn.
AAMI Level 3 — moderate barrier
Intended use: arterial blood draw, trauma, orthopedic surgery.
Test basis: AATCC 42 + AATCC 127 (minimum 50 cm H₂O).
At receiving: hydrostatic pressure report should show ≥50 cm H₂O. Seams on Level 3 gowns are typically taped or ultrasonically welded — verify this visually. A sewn-only seam on a claimed Level 3 gown is a red flag; sewn seams cannot reliably achieve Level 3 barrier performance without seam tape.
AAMI Level 4 — highest barrier
Intended use: long surgical procedures, high fluid exposure, infectious disease isolation.
Test basis: ASTM F1670 (synthetic blood penetration resistance) + ASTM F1671 (viral penetration resistance using Phi-X174 bacteriophage).
At receiving: Level 4 requires microporous film laminate construction — you should be able to feel the film layer when handling the gown. If the gown feels like standard SMS nonwoven with no film layer, it is not Level 4 regardless of what the label says. Request the ASTM F1671 test report and verify the test was conducted by an accredited third-party lab (not an in-house test).
(Level 4 is where we see the most documentation fraud in the market. An ASTM F1671 test costs real money and requires a certified lab — if a supplier is offering Level 4 at Level 2 pricing, the test reports deserve extra scrutiny.)
Step 5 — Defect classification and disposition
Not every defect is a reject. The decision to accept, conditionally accept, or reject a lot depends on defect type, severity, and frequency. Here's a practical framework.
Defect classification
| Defect type | Critical | Major | Minor |
|---|---|---|---|
| Seam separation (full) | ✓ | ||
| Seam separation (partial, >10mm) | ✓ | ||
| Seam separation (partial, <10mm) | ✓ | ||
| Tie/snap missing | ✓ | ||
| Tie/snap non-functional | ✓ | ||
| AAMI level mismatch (label vs. spec) | ✓ | ||
| Fabric weight variance >±15% | ✓ | ||
| Fabric weight variance ±8–15% | ✓ | ||
| Dimension out of tolerance >±5cm | ✓ | ||
| Dimension out of tolerance ±3–5cm | ✓ | ||
| Sterile barrier compromise | ✓ | ||
| Cosmetic staining (no barrier impact) | ✓ |
Disposition thresholds (AQL 2.5 basis)
For a sample of 80–125 units from a 10,000-unit lot:
- Critical defects: zero tolerance. One critical defect in the sample = lot hold, supplier notification, and third-party re-inspection before acceptance.
- Major defects: accept if ≤3 in sample; conditional accept (100% sort of affected cartons) if 4–7; reject lot if >7.
- Minor defects: accept if ≤10 in sample; flag for supplier corrective action if >10 but below major threshold.
Handling partial non-conformance
A full lot rejection is the right call for critical defects and high major defect rates. For borderline situations — where the defect rate is above your threshold but the product is needed urgently — a conditional acceptance with documented concession is sometimes the practical answer.
Document the concession in writing: what defects were found, what disposition was agreed, and what corrective action the supplier commits to for the next order. This protects you in a compliance audit and gives the supplier a clear record of what needs to change.
Never accept a lot with AAMI level documentation mismatches without resolution. If the label says Level 3 and the test report shows Level 2 performance, you have a mislabeled medical device — that's a regulatory issue, not just a quality issue.
Common failure modes in bulk isolation gown shipments
These are the defects we see most often when buyers come to us after a bad experience with another supplier. They're worth knowing because most of them are preventable at the sourcing stage, not just catchable at receiving.
Seam failures from mixed fabric lots: a supplier runs out of their primary fabric mid-production and substitutes a different lot without updating the test reports. The seam performance on the substitute lot may be different. This is why lot-level traceability matters — if the test report lot doesn't match the production lot, you can't rely on the test data.
Tie attachment failures: the tie attachment point is a stress concentration. On lower-cost gowns, ties are attached with a single bartack stitch rather than a reinforced box stitch. The bartack holds in normal use but fails under the kind of stress that happens when a gown is pulled on quickly. Check the attachment method visually — a reinforced box stitch or ultrasonic weld at the attachment point is the right spec.
Velcro contamination from packaging: this one is almost universal on gowns packed in poly bags without a protective cover on the velcro. The hook side picks up fiber from the bag during shipping and loses grip strength. It's a minor defect individually, but if 30% of your gowns have degraded velcro, it becomes a clinical complaint. Specify that velcro should be covered or protected in packaging.
Fabric weight drift across a large order: on orders over 50,000 units, it's common for fabric weight to drift slightly across production runs if the supplier is purchasing nonwoven from the market rather than producing it in-house. The first 10,000 units may be on-spec; the last 10,000 may be 8–10% lighter. Weigh samples from cartons across the full lot, not just from the first pallet.
AAMI level label errors: this happens more than it should, usually because a supplier uses the same gown body for multiple AAMI levels and relies on label changes to differentiate. If the label application process has a quality gap, you can end up with Level 2 gowns in Level 3 packaging. Always cross-check the label against the test report for the specific lot.
What a compliant supplier's documentation package should include
If you're evaluating a new supplier or reviewing your current supplier's documentation practices, here's the minimum standard for a compliant shipment documentation package:
- Certificate of Conformance — lot-specific, signed by QC manager, dated within 30 days of shipment
- AAMI PB70 level declaration — specific level, test methods cited, test lab identified
- Hydrostatic pressure test report — for Level 2+, lot-specific, third-party preferred
- Seam strength test report — ISO 13935-2 or equivalent, lot-specific
- ASTM F1670/F1671 reports — for Level 4 only, must be third-party accredited lab
- Lot-to-carton cross-reference — which lot numbers are in which carton numbers
- Material traceability record — fabric lot number used in production (this is what ISO 13485 traceability requires)
If a supplier can't provide items 1–4 for a standard Level 2 or Level 3 order, that's a sourcing risk, not just a paperwork gap. The documentation exists because the testing was done. If the testing wasn't done, the documentation can't exist.
Our ISO 13485:2016 certification means every lot we ship carries full raw material traceability — the fabric lot, the production batch, and the outgoing QC results are all linked. When a hospital buyer faces a compliance audit, they can trace any gown back to its source material. That's the practical value of the certification, not just the certificate on the wall.
Specifying inspection criteria in your purchase order
The most effective place to prevent receiving problems is the purchase order, not the dock. If your PO doesn't specify inspection criteria, your supplier has no contractual obligation to meet them.
Add these clauses to your isolation gown POs:
- AAMI level: state the specific level (e.g., "AAMI PB70 Level 3") and the test methods required
- Seam construction: specify sewn + taped, ultrasonic welded, or sewn-only, and the minimum seam strength (e.g., ≥30 N/cm per ISO 13935-2)
- Fabric weight: state the nominal GSM and acceptable tolerance (e.g., "40 gsm SMS ±5%")
- Documentation package: list the specific documents required with each shipment (CoC, test reports, lot cross-reference)
- AQL: state your acceptance quality limit (AQL 2.5 at inspection level II is standard for medical PPE)
- Lot traceability: require that lot numbers on test reports match lot numbers on carton labels
A supplier who pushes back on these clauses is telling you something. A supplier who already ships this documentation without being asked is telling you something different.
For reference on how AAMI PB70 isolation gown levels map to clinical use cases, and how to match protection class to your facility's actual risk exposure, that's covered separately. If you're also evaluating material construction — nonwoven vs microporous film isolation gowns — the trade-offs between SMS and film laminate are worth understanding before you finalize your spec.
For the full product range and specifications, see our Medical Isolation Gown page, or browse the broader Medical Protective Clothing category.
Frequently asked questions
Can I rely on a supplier's factory QC report instead of doing my own receiving inspection?
Factory QC and receiving inspection serve different purposes. A supplier's outgoing QC is run against their internal AQL on production samples — it doesn't account for handling damage in transit, lot substitutions, or documentation errors. Receiving inspection is your verification that what arrived matches what you ordered. For hospital and institutional buyers who face compliance audits, your own receiving records are part of your quality system, not a substitute for the supplier's.
What's the minimum sample size for a receiving inspection of 5,000 isolation gowns?
At AQL 2.5, inspection level II (ANSI/ASQ Z1.4), a lot of 3,201–10,000 units requires a sample of 80 units. For 5,000 units, pull 80 gowns from across the lot — not from a single pallet. If you've had previous quality issues with the supplier, move to inspection level III, which requires 125 units from the same lot size.
What should I do if the AAMI level on the carton label doesn't match the test report?
Put the lot on hold immediately. An AAMI level mismatch between the label and the test report means either the product was mislabeled or the test report doesn't apply to this lot. Both are critical non-conformances. Contact your supplier for a corrective action response and request the correct lot-specific test report. If the supplier can't produce a matching test report, the product should not be accepted for clinical use.
How do I verify seam integrity without lab equipment?
Manual stress testing covers most of what you need at receiving. Grip the gown on both sides of each major seam (shoulder, side, sleeve) and apply firm lateral tension — a compliant seam should not separate or show thread pull-through. For ultrasonic-welded seams, look for delamination at the weld line under good lighting. This won't replicate a formal seam strength test, but it will catch the failures that matter most in clinical use.
Does ISO 13485 certification mean a supplier's product is automatically compliant?
ISO 13485 is a quality management system standard — it certifies that the supplier has documented processes for design control, production, and traceability. It does not certify that any specific product meets AAMI PB70 or any other performance standard. A supplier can be ISO 13485 certified and still ship non-conforming product. The certification matters because it means the traceability and documentation systems are in place — but you still need the product-specific test reports to verify performance.
If you want to Request Quote with your AAMI level requirement, quantity, and destination market, we'll return a quote with the full documentation package included — CoC, lot-specific test reports, and lot-to-carton cross-reference — so your receiving inspection starts with the paperwork already done.