Most contamination failures in disposable cap programs don't start on the production floor. They start at the spec stage, when a buyer accepts a default material without knowing what they're actually getting. The cap looks right, the price is right, and then six months into a hospital supply contract, you're fielding complaints about particle shedding or fluid strike-through that the cap was never built to stop.
Material grade is the decision that determines whether a cap performs or fails in its actual environment. This article breaks down the nonwoven fabric types used in medical caps, what GSM ranges mean in practice, and how to read a supplier's material spec before you commit to volume.

What "nonwoven" actually means for contamination control
Nonwoven fabric is made by bonding fibers directly — thermally, chemically, or mechanically — without weaving or knitting. For single-use medical caps, that matters because there are no yarn interstices to trap particles or harbor moisture. The fiber matrix is continuous, and when it's made correctly, it sheds almost nothing.
The contamination control function of a nonwoven cap depends on two things: the fiber construction (how the layers are built) and the GSM (grams per square meter, which determines fabric density and weight). Get either wrong and the cap either restricts airflow enough to cause compliance issues, or it passes particles it was supposed to block.
We've been producing nonwoven caps since 2012. The material selection conversation comes up on almost every OEM program — buyers often arrive with a cap style in mind but no fabric spec. That's where the real sourcing work starts.
The three fabric constructions you'll encounter
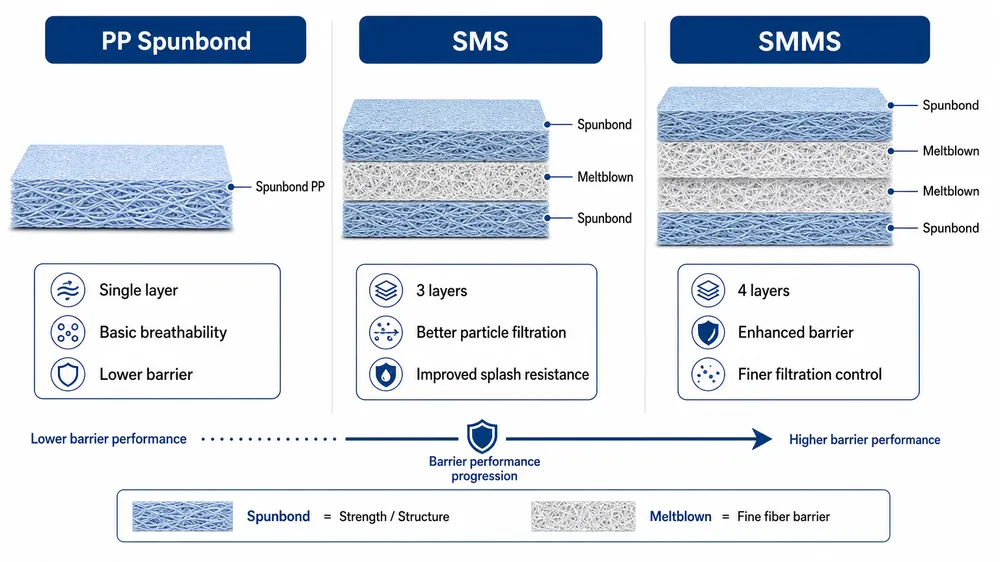
PP spunbond
Polypropylene spunbond is the baseline construction. Continuous PP filaments are extruded, laid randomly, and thermally bonded. The result is a soft, breathable fabric with good tensile strength and low linting.
For medical caps, PP spunbond at 17–25 gsm covers general-purpose applications: visitor caps, food processing environments, basic clinical settings where the primary requirement is hair containment and minimal particle shedding. It's not a barrier fabric. Fluid resistance is low, and it won't meet the filtration requirements of a surgical environment.
The advantage is cost and breathability. For high-volume programs where the cap is worn for short durations in low-risk environments, spunbond is the right call. Specifying SMS for a visitor cap program adds cost without adding protection that the application actually needs.
SMS (spunbond-meltblown-spunbond)
SMS adds a meltblown layer between two spunbond layers. The meltblown core is where the barrier function lives — fine fibers in the 1–5 micron range create a filtration matrix that blocks particles, aerosols, and fluid penetration that spunbond alone can't stop.
For medical caps used in surgical environments, cleanrooms, or any setting where the cap needs to function as part of a contamination barrier system, SMS is the standard construction. Typical GSM range for surgical caps is 20–30 gsm. The meltblown layer adds barrier performance without making the cap significantly heavier or less breathable than a comparable spunbond weight.
One thing worth knowing: SMS quality varies considerably between suppliers. The meltblown layer is the expensive, technically demanding part of the construction. A factory that buys SMS fabric from a third-party supplier has no visibility into how that meltblown layer was produced — fiber diameter, uniformity, or whether the gsm split between layers matches the spec sheet. We produce our meltblown nonwoven in-house, which means we control the fiber diameter and layer distribution directly. That's not a minor point when you're sourcing caps for a hospital tender that requires documented barrier performance.
SMMS (spunbond-meltblown-meltblown-spunbond)
SMMS adds a second meltblown layer. The result is higher barrier performance at the same or lower total GSM compared to SMS — you get more filtration without proportionally more weight.
SMMS is used where barrier requirements are more demanding: high-risk surgical environments, ISO Class 5–7 cleanrooms, or applications where the cap needs to meet EN 13795 surgical drape and gown standards. At 25–35 gsm, SMMS caps provide fluid resistance and particle filtration that single-layer meltblown constructions can't reliably deliver.
The tradeoff is cost. SMMS fabric runs higher than SMS at equivalent GSM, and not every cap manufacturer has access to consistent SMMS supply. If a supplier quotes you SMMS at a price that looks like SMS, ask for the fabric test report.

GSM ranges and what they mean in practice
GSM is the most commonly misunderstood spec in cap sourcing. Buyers often treat higher GSM as automatically better. It's not that simple.
| Fabric Type | Typical GSM Range | Barrier Level | Primary Application |
|---|---|---|---|
| PP Spunbond | 17–25 gsm | Low (hair/particle containment only) | Visitor caps, food processing, general clinical |
| SMS | 20–30 gsm | Medium (fluid splash resistance, aerosol filtration) | Surgical caps, OR environments, ISO Class 7–8 cleanrooms |
| SMMS | 25–35 gsm | High (fluid penetration resistance, fine particle filtration) | High-risk surgical, ISO Class 5–6 cleanrooms, EN 13795 applications |
A few things this table doesn't show:
GSM within the same construction type affects breathability and wear compliance. A 30 gsm SMS cap is noticeably denser than a 20 gsm SMS cap. In environments where staff wear caps for full shifts, the heavier fabric increases heat buildup and reduces compliance. We've had buyers come back after their first bulk order asking to drop from 25 gsm to 20 gsm because their OR staff were removing caps during procedures. The barrier spec was right; the wearability spec wasn't.
The gsm split between layers matters in SMS and SMMS. A 25 gsm SMS cap could be built as 10/5/10 (spunbond/meltblown/spunbond) or 8/9/8. The second configuration has more meltblown content and better barrier performance at the same total weight. Most suppliers won't volunteer this information. Ask for the layer breakdown, not just the total GSM.
Lower GSM doesn't mean lower quality. A well-produced 20 gsm SMS cap outperforms a poorly produced 25 gsm SMS cap on every barrier metric. The fiber diameter, bonding uniformity, and meltblown consistency matter more than the number on the spec sheet.
(We typically recommend 20–22 gsm SMS for standard surgical cap programs — it hits the barrier requirements without the wearability complaints. For cleanroom applications above ISO Class 7, we move to SMMS.)
How material grade connects to regulatory compliance
This is where material selection stops being a preference and becomes a procurement risk.
EN 13795 (Surgical drapes, gowns, and clean air suits) sets performance requirements for surgical protective clothing, including caps used in sterile field environments. The standard defines two performance levels — standard and high performance — with specific requirements for microbial penetration, linting, and tensile strength. A PP spunbond cap cannot meet EN 13795 requirements. An SMS cap at adequate GSM can meet the standard performance level. SMMS is typically required for high performance classification.
ASTM F2132 covers the performance of surgical caps specifically, including resistance to penetration by synthetic blood and particle filtration. If your buyers are supplying US hospital systems, this standard is likely in their procurement spec.
ISO 13485:2016 doesn't specify fabric construction, but it requires documented material traceability and process control. A factory that buys fabric from a spot-market supplier and can't provide material test certificates is an ISO 13485 compliance risk for your downstream buyers — even if the cap looks fine.
The practical implication: if you're sourcing caps for a hospital tender, a government procurement program, or a private-label brand that sells into regulated healthcare markets, the material grade isn't a spec preference. It's a compliance requirement. Specifying the wrong construction means your buyer fails their procurement audit, not just their product test.
For buyers building private-label cap programs, we can supply caps against a specific material spec — fabric type, GSM, layer construction, and the test documentation to support it. That's the OEM angle that most factories don't offer because they're working from a fixed material inventory. See our disposable medical caps spec page for the full parameter list we work against.

The sourcing trap: what factories don't tell you about their fabric
Most disposable cap factories buy nonwoven fabric from third-party suppliers. That's not inherently a problem — but it creates a quality control gap that shows up in bulk orders, not in samples.
Here's how it typically goes: you receive a sample that tests well. The factory used fabric from their current inventory, which happened to be from a good production run. You place a 500,000-unit order. Three months later, the factory's fabric supplier has switched to a different meltblown line, or the GSM has drifted by 2–3 grams, or the bonding uniformity has changed. The caps still look identical. The barrier performance has dropped.
We see this pattern in sourcing reviews regularly. The tell is usually a factory that can quote you a GSM but can't tell you who makes their fabric, what the fiber diameter spec is, or whether they test incoming fabric against a defined acceptance standard.
What to ask during RFQ:
- Who is your nonwoven fabric supplier, and can you provide their material test certificate?
- Do you test incoming fabric for GSM, tensile strength, and barrier performance before production?
- What is your fabric rejection rate, and what happens to rejected rolls?
- Can you provide batch-level traceability from fabric roll to finished cap?
A factory that produces nonwoven in-house answers these questions differently. We run our meltblown line at defined fiber diameter parameters, test every production batch for GSM and filtration efficiency, and can trace any finished cap back to the fabric roll it came from. That traceability is what survives a compliance audit.
(The in-house fabric production is also why our lead times are more predictable than factories dependent on spot-market fabric supply — we're not waiting on a supplier's production schedule.)
How to specify material grade in an RFQ
If you're sourcing caps for a regulated market or a private-label program, a vague RFQ gets you a vague quote. Here's what to include:
Fabric construction: PP spunbond / SMS / SMMS — don't leave this open. If you don't specify, the factory will default to whatever they have in stock.
GSM: State the target GSM and acceptable tolerance (typically ±2 gsm). If you need a specific layer split for SMS/SMMS, state it.
Barrier performance requirement: Reference the applicable standard (EN 13795 standard or high performance, ASTM F2132) or state the specific test requirement (e.g., synthetic blood penetration resistance at X cm H₂O).
Certifications required: ISO 13485, CE under EU MDR, FDA 510(k) registration — state which are required for your target market. These affect which factories can actually supply you.
Cap style and elastic spec: Bouffant, surgeon's cap, or tie-back — each has different fabric tension requirements that interact with the GSM selection. For more on how GSM interacts with cap fit and elastic spec, see our bouffant cap nonwoven GSM guide.
Quantity and packaging: OEM/private-label packaging requirements, inner pack count, carton configuration.
A complete RFQ against these parameters gets you a quote you can actually compare across suppliers — not a price that looks competitive until you discover the factory substituted 17 gsm spunbond for the 22 gsm SMS you needed.
Matching material grade to your market segment
The right material grade depends on where the cap ends up, not just what it looks like.
General clinical and visitor programs (outpatient facilities, food processing, pharmaceutical manufacturing at ISO Class 8): 17–20 gsm PP spunbond covers the requirement. The contamination control need is hair containment and basic particle shedding reduction. Specifying SMS adds cost without adding protection the environment requires.
Surgical and OR environments (hospital operating rooms, sterile processing, ISO Class 7 cleanrooms): 20–25 gsm SMS is the standard spec. The meltblown layer provides the aerosol and fluid splash resistance that surgical environments require. EN 13795 standard performance is achievable at this spec.
High-risk surgical and cleanroom environments (cardiac surgery, orthopedic implant manufacturing, ISO Class 5–6 cleanrooms, pharmaceutical sterile fill): 25–30 gsm SMMS. The double meltblown layer provides the particle filtration and fluid penetration resistance that high-performance EN 13795 classification requires.
Private-label programs for multiple market segments: This is where OEM flexibility matters. If you're building a cap line that covers both general clinical and surgical applications, you need a factory that can produce against two different material specs — not one that has a single default fabric. We run both SMS and SMMS cap programs and can produce against buyer-specified GSM within the ranges above.
If you're ready to specify material grade and get a quote against your exact requirements, send us an RFQ with the parameters above. We'll confirm the material spec, provide a sample against the target GSM, and quote against your volume.
FAQ
What is the difference between SMS and SMMS nonwoven for medical caps?
SMS has one meltblown layer between two spunbond layers. SMMS has two meltblown layers. The additional meltblown layer in SMMS increases particle filtration efficiency and fluid penetration resistance without proportionally increasing total GSM. For standard surgical environments, SMS at 20–25 gsm is sufficient. For high-risk surgical or ISO Class 5–6 cleanroom applications, SMMS provides the barrier performance that single-layer meltblown constructions can't reliably deliver.
What GSM should I specify for a surgical cap that meets EN 13795?
EN 13795 standard performance is achievable with SMS at 20–25 gsm, provided the meltblown layer meets the microbial penetration and linting requirements. High performance classification typically requires SMMS at 25–30 gsm. The GSM alone doesn't determine compliance — the layer construction and meltblown fiber quality matter equally. Request the fabric test report alongside the GSM spec.
How do I verify that a supplier's nonwoven fabric matches the spec they quoted?
Ask for the material test certificate from the fabric manufacturer, not just the finished cap test report. The certificate should show GSM, tensile strength (MD and CD), and for SMS/SMMS, the filtration efficiency of the meltblown layer. If the supplier can't provide fabric-level documentation, they're buying from a spot market and can't guarantee batch-to-batch consistency.
Can I specify a custom GSM for a private-label cap program?
Yes, if the factory produces nonwoven in-house or has a fixed supply agreement with a fabric manufacturer. Factories buying from spot-market suppliers typically can't guarantee a specific GSM outside their standard inventory. For OEM programs where material spec is part of your product differentiation, confirm the factory's fabric sourcing model before finalizing the spec.
Does a higher GSM always mean better contamination control?
No. Within the same fabric construction, higher GSM increases density and barrier performance but also reduces breathability and increases cost. A 30 gsm SMS cap is not necessarily better than a 22 gsm SMS cap for a standard surgical application — it may just be heavier and less comfortable to wear for a full shift. The right GSM is the one that meets the barrier requirement for the specific environment without over-specifying wearability out of the design.